
 �֙C�L��
�֙C�L��
 |
-
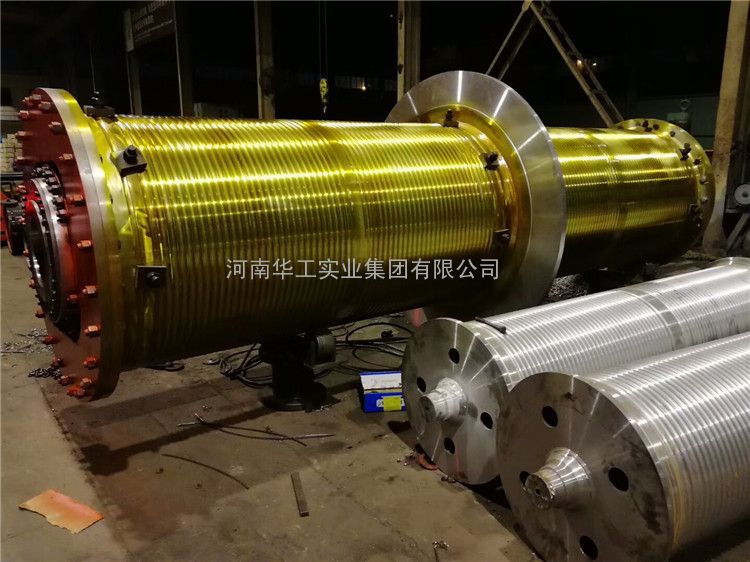
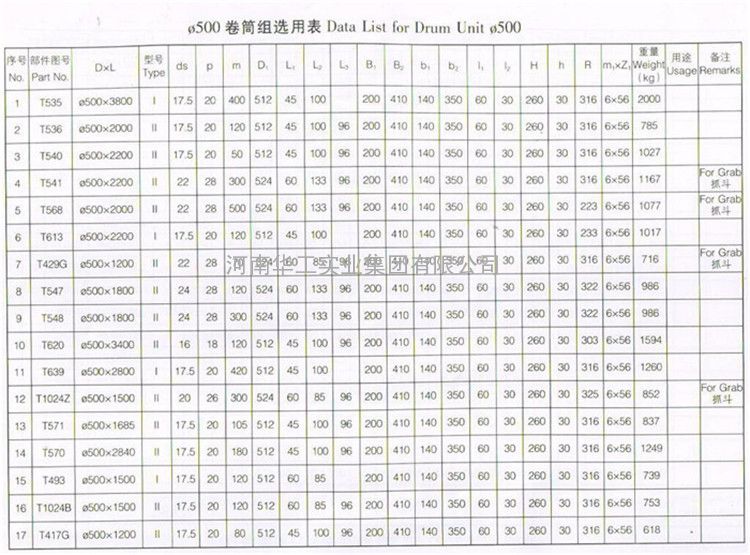
ֱ��300-2000mm���ؙC��Ͳ�M �Ӻ�Ӵ�䓰��Ͳ�M �p��������Ͳ
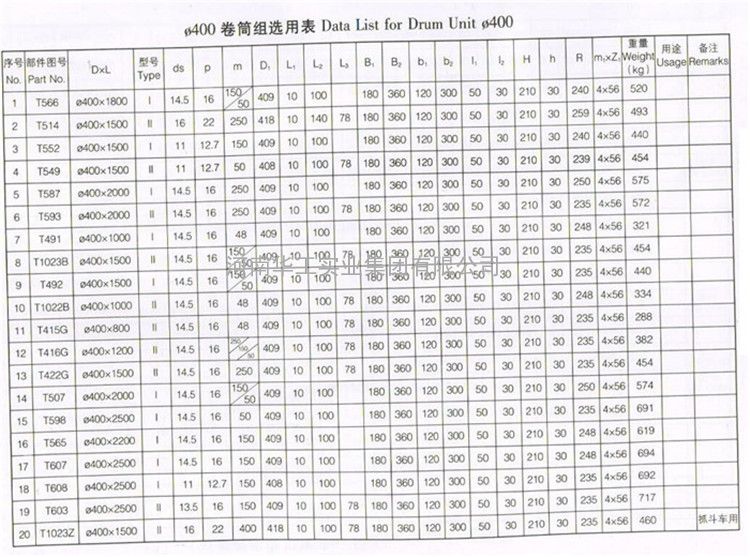
�aƷ��̖�� ��400��1700���ؙC��Ͳ�M Ʒ �ƣ� ���� -
1 ��
��2700.00 -
2 ��
��2600.00 -
�R3 ��
��2500.00
�� �� �أ� �������l �������ڣ� 2025-04-02 Ԕ����Ϣ| ԃ�r����Ʒ�������� ��̖����400��1700���ؙC��Ͳ�M �ӹ��������� ���|��Q235B ��;���������M�����Á��p�@䓽z�K�Ԃ� �ӹ��������� 
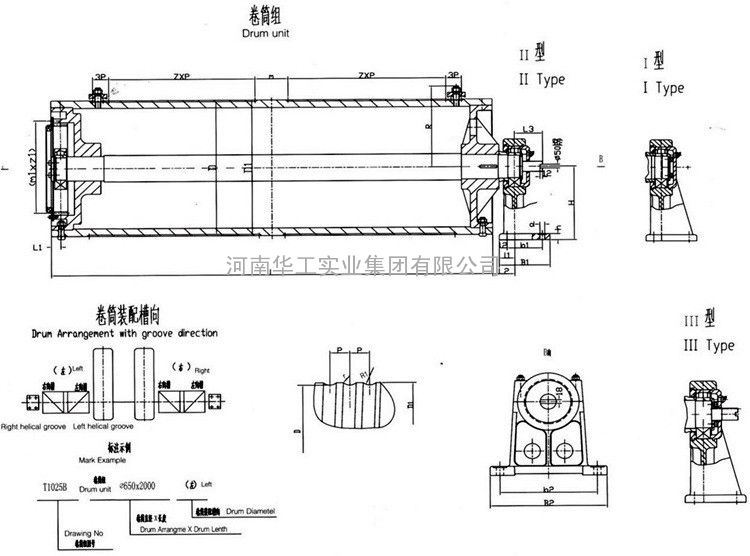
1.����Ͳ�M�����á�:��Ͳ�M�����ؙCе�O�����Ҫ�M�ɲ��֡�
2.����Ͳ�M�ĽY����:��Ͳ�M��Ҫ�ɾ�Ͳ����Ͳ�S���X݆�P����(����X݆)����Ͳݞ���S���w���S�нM�ɡ�
3.����Ͳ�ӹ����|��:��Ͳ�ӹ�����һ����ò�����HT20-40�T�F��������Ҫ�r���� ZG25��ZG35�T䓻����Q235B��Q345B䓰庸�ӡ�
4.����Ͳ���������á�:�ھ�Ͳ�������ۣ�һ�ǹ�����Ҫ��ʹ䓽z�K�������۵������Ȧ�p�@�����Ɂy��ʹ�����ٶȷ����������������ܣ���������䓽z�K�c��Ͳ�Ľ��|��e�����ͽ��|���ֵđ������p��䓽z�K����Ͳ��ĥ�p�����L���ߵ�ʹ�É�����
5.����Ͳ�m�÷�����:���S���Vɽ��ʯ�͡������������a�^��
ע����헣�
��������߶��^��ĕr���˿sС��Ͳ�ijߴ磬�ɲ��ñ��控���������ۻ�⻬�ľ�Ͳ�M�ж��Ӿ��@����䓽z�Kĥ�p�^�죬�m�������ٺ�������^�p����λ�^�͵����ؙC��䓰��Ͳ�M�t��Ҫ�m���ڴ�λ������Ҫ��ߵ����ؙCе�O�䡣
䓰��Ͳ�M�ĺ��ӹ�ˇ���̣�
����Q235B��Q345B�������→�L��Ͳ�w�����ӿv�p→�z�Ͳ�w�v�p���γߴ磨ֱ�����L�ȡ��ȏ��E�A�ȹ���ȣ������ڴ�ֱ��Ͳ�w����ˇҎ�̼Ӻ���ˇ����→�C�ӹ�Ͳ�w�h���¿ڣ�����ˇ��Ҫ��ּӹ�Ͳ�w��A��Ҫ�ӹ�����A→Ͳ�w���L����(���h�p���ӣ�������Ͳ�w�ɶ���Ӻ���ˇ����İ���ˇҎ��Ҏ�����У����z�h�p�����|�����C�ӹ�����→Ͳ�w�L�ȶ��ӹ����ɶ�ֹ�ڻ��¿ڼӹ�→����Ͳ�w�˲����m�塢�S����֧��Ȧ�ȡ�
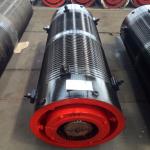
��Ͳ�M���ΌӾ�Ͳ�Լ����Ӿ�Ͳ�IJ
1.��Ͳ�M����䓽z�K�ľ��@�Ӕ����Ա��֞�ΌӾ�Ͳ�Լ����Ӿ�Ͳ���
�ΌӾ�Ͳ�M�ı���܇�����K�ۣ���������䓽z�K�;�Ͳ�Č��H���|��e��Ҳ����ʹ��䓽z�K�������R��ͬ�rҲ����ʹ��������䓽z�K֮�g��Ħ���pС�����䓽z�K��ʹ�É�����
���Ӿ�Ͳ�M�������������߶ȱ��^���Ǿ�Ͳ���L�ȳߴ���ܵ����ƵĈ��ϡ�
2.�Ό��@������������������K�����@�ӿ���ʹ䓽z�K�Ŵ�U���R������䓽z�K���۵ĆΌ��@�в۾�Ͳ��
�����@�в۾�Ͳ�����É��K��ͬ���܉��_��䓽z�K�ھ�Ͳ���������R��Ŀ�ġ�
3.�Ό�������
���Ӿͱ��^�y�������Ƕ��Ӻ�āy�K���}.








��Ͳ�M�ޏ�������������
��Ͳ�M�����ؙC�Ϸdz���Ҫ�����֮һ���������f߀�DZ��^�����׳��F�p�ĵġ����^ʹ�þ��ˣ���Ͳ�MҲ�y������F���ϵ���r������Ͳ�M���F�˹��ϑ������r���M���ޏͣ���������Ͳ�M�Ĺ��϶�����Σ�U��
��Ͳ�M�ǂ����^���õ��������Ҋ�ēp���Ǿ��K�õĜϲ�ĥ�p����r������́���ҽ�Bһ�£�
���d�r����Ͳ�M䓽z�K�ڜϲ���̎���ɳڠ�B�����d���ȻҪ���o䓽z�K��䓽z�K�ڲ��Юa�����������ӣ�����������ã��͕�ʹ��Ͳ�ۼӿ�ĥ�p�����⣬��Ͳ�M�IJ۷壬���p�@����䓽z�K���ϲ۵�ƫб���ö��a��Ħ�����Ķ���u�Č��۷�ĥ��ֱ��ĥƽ�����ϲ�ĥ�p�����ܿ���䓽z�K�ڜϲ�������������ж��������ەr�������Q�¾�Ͳ�M��
�Ђ��e��Ͳ�M���^һ��ĥ�p��¶����ԭ�еă����T��ȱ�ݣ�����dž����ɰ�ۣ���ֱ�������^8mm����Ȳ����^ԓ̎���x�ں��20%�������^4mm������ÿ100mm�L�ȃȣ��κη�������1̎���ھ�Ͳȫ���ӹ����ϵĿ���������5̎�r�����Բ����a���^�mʹ�á�����F��ȱ�ݽ����������С�ڱ�2.6�����з����ȣ����S���a����ͬһ�����Ϻ��L��100mm�Ȳ�����2̎�����a����Բ�����̎����ֻ����ɰ݆ĥƽĥ�⺸�a̎���ɡ�
�҂�����Ͳ�M�M���ޏ����ĕr��һ��Ҫ�������ϵķ������_���M�У������_�IJ��������y�������Ͳ�M������ɲ�����Ӱ푡�



�����A�����I���F����˾λ���Lԫ�h���ѹ��I�@�^�����|����V���������l�������@���γɽ��R���S�^���������H�C��130kM���o��������������؈@�^�c��V�����B�Ӿ����|����������ʡ���ع��I�@�^����Խ�ą^λ���ݾ��ǟo�İlչ���g��
�A�����������ؙCе��������I��������̡������̣��aƷ�������w���ؙC��ץ����늄Ӻ��J��܇݆�M���S�������^�M����Ͳ�M����݆�M���Ƅ�݆�ȣ������N�ǘˮaƷ���OӋ�����졣�ҹ�˾�����������ƌW���|�������wϵ��ͨ�^��ISO9001���H�|���wϵ��14001�h�������wϵ��OHSASI�I������ȫ�����wϵ�J�C��
�����A�����I���F����˾���\�š������ͮaƷ�|���@�ØI����J�ɡ�
�gӭ���������W�R���^ָ���͘I��ǢՄ��
-
-


-
�aƷ���
-
���ؙC���C
-
ƽ���
-
�ұ۵�
-
ץ��
-
܇݆�M
-
��݆�M
-
�Wʽ����
-
�Wʽ늙C
-
�Wʽ�p��늙C
-
�Wʽ܇݆
-
늄Ӻ��J
-
���^�M
-
늄ӭh机��J
-
����ƽ�_
-
�������J
-
늙C
-
�p�ٙC
-
���|��
-
��|��Ͳ
-
�Ƅ���
-
������
-
��Ͳ�M
-
��ȫ�Ƅ�
-
����朽�
-
�Ƅ���
-
���K��
-
�b����
-
���_
-
LD܇݆�M
-
�S��
-
���d������
-
���L�FШ
-
��܉С܇
-
䓽z�K
-
����
-
݆������
-
��P�C
-
�Wʽ���_��
-
���ؙC܉��
-
���J���^
-
�A܉��
-
��܇
-
����늴��F
-
���_��
-
˾�C��
-
��|��
-
���J׃��
-
���J늙C
-
ǧ���
-
늄Ӻ��J���
-
���ػ�܇
-
�܉�C
-
