
 �֙C�L��
�֙C�L��
 |
-
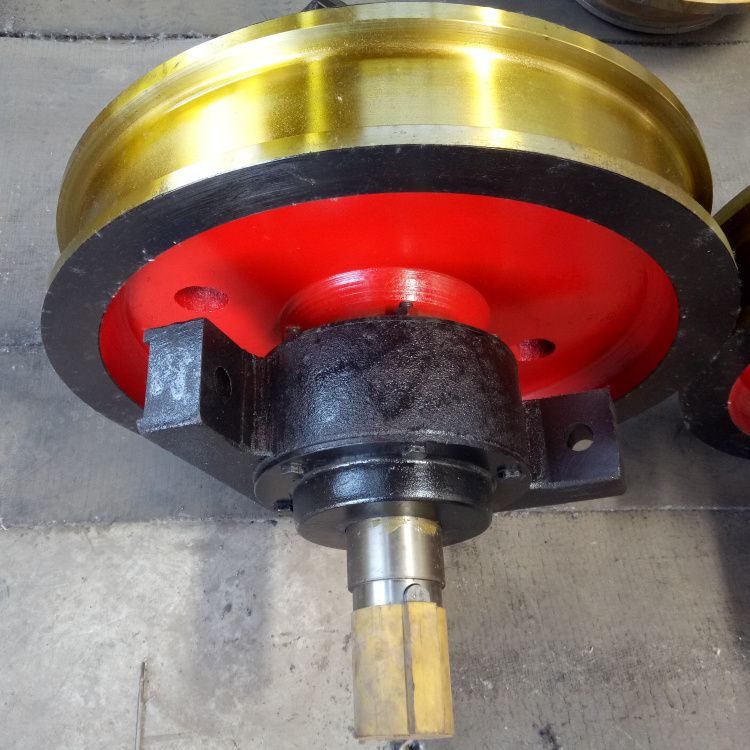
���ئ�500*150�������p߅ �������܇݆�M ���w����{�|��܇݆
�aƷ��̖�� ��500*150 Ʒ �ƣ� ���� -
1 ��
��2000.00 -
2 ��
��1900.00 -
�R3 ��
��1800.00
�� �� �أ� �������l �������ڣ� 2025-04-02 Ԕ����Ϣ| ԃ�r����Ʒ�������� ��̖����500*150 �ӹ��������� ���|��/ ��;�����ؙC��܇�� �ӹ��������� ܇݆�M�ǽM�����ؙC����Ҫ�������ڵ�܉�ϝL���\�У������������ؙC�����c�����d�ɡ����ؙC܇݆����Ҫ�иߏ��ȡ���Ӳ�Ⱥ����õ���ĥ���ܡ�Ŀǰ����܈��܇݆�IJ��|ͨ������65Mn��CL60�����ؙC܇݆һ�㶼�Դ��+�ػ�̎����؛������65Mn���ϵ����ؙC܇݆����һЩ��65Mn�ж��˻��WԪ���i��懡��~���i������Ҫ�Ľ���Ԫ����ߴ��ԣ�ʹ���ϱ���Ó̼�A��С������̎����������W�����^�á����⣬�i�������F���w�У��γ��ÓQ�����w����ʹ�F���w������
܇݆�M�S��֧�����ý���ʽ�Y����ͨ�^��˨������̶���С܇�ܻ��܇�����Ϗ����ϣ�ԓ�Y������ʹ�Ùz�ޕr�{��܇݆�����C܇݆ˮƽƫб�ʹ�ֱƫб�Ա���܇݆��܉������Y�������Ŀǰ���ÏV���ij��켼�g��܇ֱ݆�������ϵ��x���ǰ��������r��܇݆���ܴ�֧�������]���_���������F����܇݆���d�F��܇݆�M�S��֧������45°�ʷ�ʽ�Y�����Ȍ��S��֧���İ�h������С܇�ܻ��ߴ�܇�����ϣ�Ȼ�����wʽ�ӹ���h�c�S����A�h����棬�ɴ˱��C܇݆�b�侫�Ⱥ�܇݆��ˮƽ��ֱƫб��Ȼ���ٰ��b܇݆�M���˽Y�������b��ж���㣬�b�侫�ȸߣ��\�з���������Ƚ���������õ����M���g��φ250x90��߅�������T�/������/����܇݆�M/��܇݆���S����̖7512����
φ350x100��߅�������T�/������/����܇݆�M/�Ą�݆/��܇݆���S����̖7518/7520����
φ315x100��߅�������T�/������/����܇݆�M/��܇݆���S����̖7520����
φ400x120��߅�������T�/������/����܇݆�M/��܇݆���S����̖7520����
φ500x130��߅�������T�/������/����܇݆�M/��܇݆���S����̖7524����
φ500x150�p߅�������T�/������/����܇݆�M/��܇݆���S����̖7520/3524����
φ600x150�p߅�������T�/������/����܇݆�M/��܇݆���S����̖7520/3626����
φ700x150�p߅�������T�/������/����܇݆�M/��܇݆���S����̖7524����
φ800x160�p߅�������T�/������/����܇݆�M/��܇݆���S����̖7530����
φ400x130�p߅�������T�/������/����܇݆�M/��܇݆���S����̖3520����
φ600x160�p߅�������T�/������/����܇݆�M/��܇݆���S����̖3622����
φ600x180�p߅�������T�/������/����܇݆�M/��܇݆���S����̖3626����
φ700x180�p߅�������T�/������/����܇݆�M/��܇݆���S����̖3630����
φ710x180�p߅�������T�/������/����܇݆�M/��܇݆���S����̖3630����
φ700x200�p߅�������T�/������/����܇݆�M/��܇݆���S����̖3634����
φ800x200�p߅�������T�/������/����܇݆�M/��܇݆���S����̖3634����









1.܇݆�c�S����ϑ��ι̣���[��������0.10mm��
2.܇݆�ڴ�ֱ����ăAб�Ȳ�����1mm��
3.܇݆���S�����֧��ƽ�摪�c܇݆������������ƽ�У���ƫ����^0.07mm��
4.܇݆��λ�Ñ�ʹ�䌒���������c���S����Č��Q������һ�¡�
1.�z��܇݆��ĥ�p��r��
2.�z��܇݆�c�S�������r��
3.܇݆�L�������ĥ�p���_ԭ݆Ȧ��ȵ� 15—20����
4.܇݆݆��ĥ�p���_ԭ��ȵ� 60�����ϣ�
5.܇݆�L�����в�����ĥ�p��ƣ�ڄ����γɰ���ƽ�r��
6.܇݆�������Ѽy���L���摪�⻬�o����ƽ���֣�
7.܇݆�S����ϳߴ繫������OӋҪ��
8.ͬ�S�D�ӵ�һ������܇݆�����Ɍ����Q��݆����ֱ��ƫ�����ֱ���� 0.0005 ��������݆��ֱ݆��ƫ�����ֱ����0.002����
1.܇݆��̤�治���а��ۡ�ɳ�ۡ���ס��s�ɡ��Ѽy�������ȱ�ݣ��l�F���ܺ��a�������r���Q��܇݆��
2.���̤���������c����܇ֱ݆��≤500mm�����cֱ��≤1mm����܇ֱ݆����500mm�����cֱ��≤1.5mm,����Ⱦ�≤3mm�Ͳ�����5̎�r�����^�mʹ�ã�
3.������ֱ݆������ĥ�p��^ֱ����1‰�r�������ͼӹ�����ͬ��ֱ�����乫�������D6�������S�����НL���S�еēp��Ҳ�dz�Ҋ�ģ����������b����������¡�
1��ԭ����:
�����͑�D�����|Ҫ���x�ú��m��ԭ������̖��Ҏ��
2��䓲ęz�y��
�鱣�Cԭ���Ϻϸ����aǰ�M��ԭ���ϻ��W�ɷ֏͙z��
3��䓲Ą������ϣ�
�����aƷҪ����V������и�ɺ�����С��������4���ӟᣨ���ػ𣩣�
���и�õ�ԭ���ϰ��aƷ��ˇ�ӟᣬ���C�ӟ�ضȷ��ϲ���Ҫ��5����죺
�ɲ����C��������O�䣬����ԭ���ϵĴ�С������Ҫ���M�������Ķմ֣����L�ȹ�ˇ�����r�O�y呼��ߴ磬��ͨ�^�t��y�x�������ضȡ�6�����z
��呼�ë���M�г����z��Ҫ�����^�ͳߴ�ęz���^������Ҫ�z��Ƿ�����Ѽy��ȱ�ݣ��ߴ緽���횱��Cë�������ڈD��Ҫ���ȣ�������ӛ䛡�7��呺�����
��Ҫ�Ǽ�������������M���������ȑ���������ȱ�ݣ�κ���w�������ִ���^��ȱ�ݺ͎���M������*�K��̎�����ʂ䡣8���ּӹ���
呼��������ͺ�����aƷ����ӹ����N��ͬҎ���呼������о��ӹ�������9����̎����
��呼��ӟᵽ�A���ضȣ�����һ���r�g��Ȼ�����A�����ٶ���s���Ը���呼��Ȳ��M�������ܵ�һ�N�C�Ϲ�ˇ����Ŀ���������ȑ�������ֹ�ڙCе�ӹ��r׃�Σ��{��Ӳ��ʹ呼����������ӹ������^��̎�����呼����������|��Ҫ��呼��M�п����ˮ�䡢����ȡ������������{�|�����ȟ�̎����
10�����ӹ���
���ּӹ���̎����ĮaƷ��ʹ�Ô��ؙC���M�о��ܼӹ���ʹ�aƷ�ߴ羫�ȡ��❍�ȵ���ȫ����呼��D��Ҫ��11���aƷ���^�z�y��
�aƷ���^�z�y���Ͽ͑�D���ϳߴ�Ҏ�����M�г���̽����UT�����ŷ�̽����MT����Ӳ�ȡ��B̼�ȈD��Ҫ��ęz�y��12���Cе����ԇ
��M��͑�����회�呼��M�ЙCе���ܵĜyԇ��Ҫ���������������_���������ԇ�M����呼��z�y����Ҫ��13������̎�������b��
���^�|���z�y���Ʒ呼������^���P�����̎�����b���M���Ʒ���Ԃ�l؛�������A�����I���F����˾�����ؙCе��������I��ӹ��Ĺ����̣����a������ë�����졢�ּӹ������ӹ�������b�䵽�aƷ�����������ڞ�͑��ṩһվʽ���ա�
��˾ע���Y��5600�fԪ�����Y�a1.2�|Ԫ�����N������1.5�|Ԫ��ռ����e7.5�f��ƽ���ף������ѽ���䓽Y���S����e2.8�fƽ���ף��F�r���ІT��310�ˣ����͙C�ӹ��O��12�_���ף��������O��280�_���ף���
�����A�����I���F����˾������“��͑��ṩһվʽ����”�Ľ��I����A�����Թ�˾������ʼ����ѭ������Ч��Ҏ������Ĺ�������ע�����ؙCе����I���Ը�Ʒ�|����ϵ�еĮaƷ����͑�����˾Ͷ���\�I�ԁ�������ذlչ��������I�͑������Ñ����A�������õĿڱ���
�����ƮaƷ���wץ�����A�ߡ����ߡ�܇݆�M���S�������^�M����݆�M����Ͳ�M��늄Ӻ��J��6000��N�����нӸ��N���|�ķǘˮaƷ�OӋ�c���졣�����ƮaƷ�����M�����ؙC�Ј����ɞ��˱������C�S�̵đ��Ժ�����顣 -
-





-
�aƷ���
-
���ؙC���C
-
ƽ���
-
�ұ۵�
-
ץ��
-
܇݆�M
-
��݆�M
-
�Wʽ����
-
�Wʽ늙C
-
�Wʽ�p��늙C
-
�Wʽ܇݆
-
늄Ӻ��J
-
���^�M
-
늄ӭh机��J
-
����ƽ�_
-
�������J
-
늙C
-
�p�ٙC
-
���|��
-
��|��Ͳ
-
�Ƅ���
-
������
-
��Ͳ�M
-
��ȫ�Ƅ�
-
����朽�
-
�Ƅ���
-
���K��
-
�b����
-
���_
-
LD܇݆�M
-
�S��
-
���d������
-
���L�FШ
-
��܉С܇
-
䓽z�K
-
����
-
݆������
-
��P�C
-
�Wʽ���_��
-
���ؙC܉��
-
���J���^
-
�A܉��
-
��܇
-
����늴��F
-
���_��
-
˾�C��
-
��|��
-
���J׃��
-
���J늙C
-
ǧ���
-
늄Ӻ��J���
-
���ػ�܇
-
�܉�C
-
